

1. Mis on krimpsutamine?
Krimpimine on protsess, mille käigus avaldatakse juhtme ja klemmi kontaktpinnale survet, et see moodustada ja saavutada tihe ühendus.
2. Pressimise nõuded
Tagab lahutamatu, pikaajalise ja usaldusväärse elektrilise ja mehaanilise ühenduse krimpklemmide ja juhtmete vahel.
Pressimisdetaili peaks olema lihtne valmistada ja töödelda.
3. Kritsimise eelised:
1. Konkreetse traadi läbimõõdu vahemiku ja materjali paksuse jaoks sobiva pressimisstruktuuri saab arvutada
2. Seda saab kasutada erineva läbimõõduga traadi pressimiseks ainult pressimiskõrguse reguleerimise teel
3. Madalad kulud saavutatakse pideva stantsimise tootmise abil
4. Krimpimisautomaatika
5. Stabiilne jõudlus karmides keskkondades
4. Pressimise kolm elementi
Traat:
1. Valitud juhtme läbimõõt vastab krimpklemmi rakendatavusnõuetele
2. Eemaldamine vastab nõuetele (pikkus on sobiv, kate pole kahjustatud ning ots pole pragunenud ega kaheharuline)

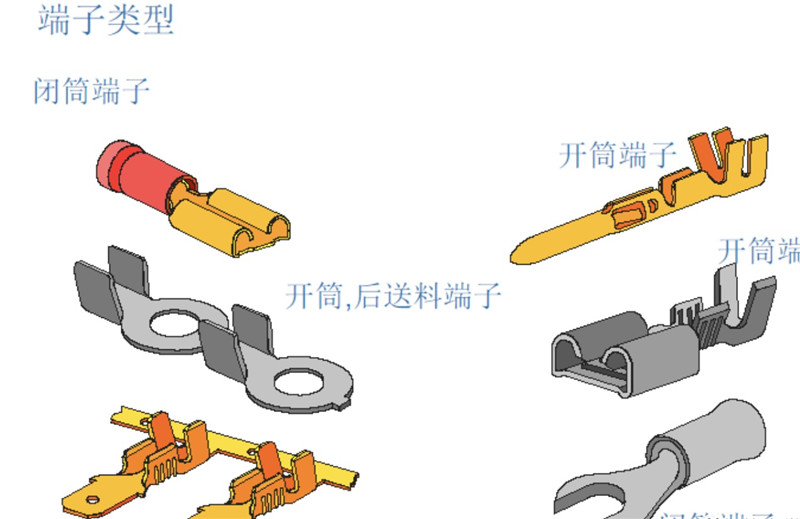
2. Terminal
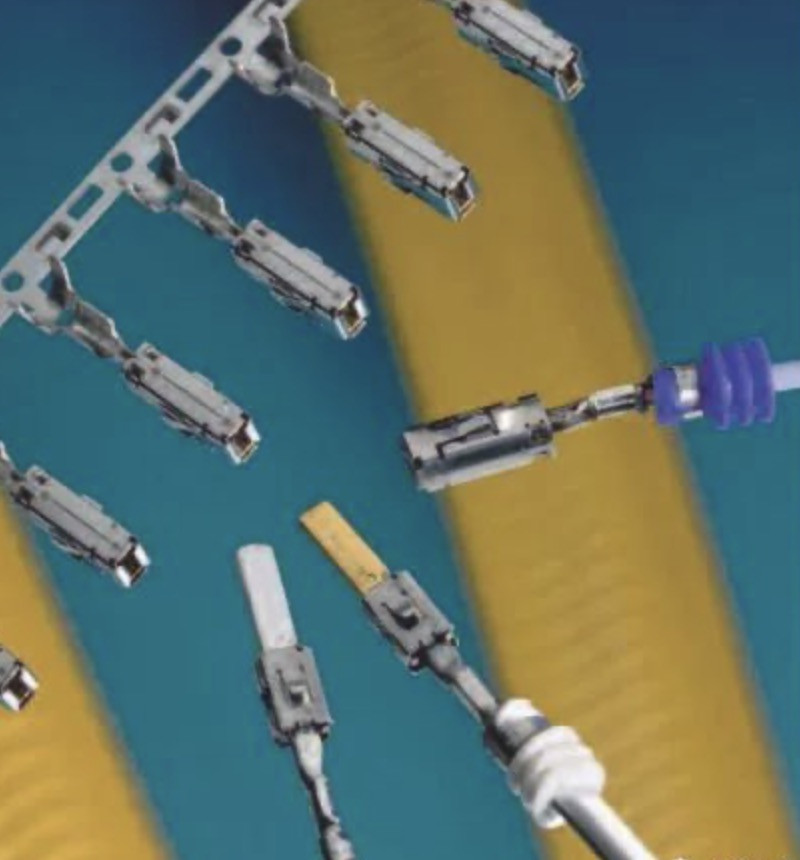

Krimpude ettevalmistamine: klemmide valik
Krimpude ettevalmistamine: koorimise nõuded
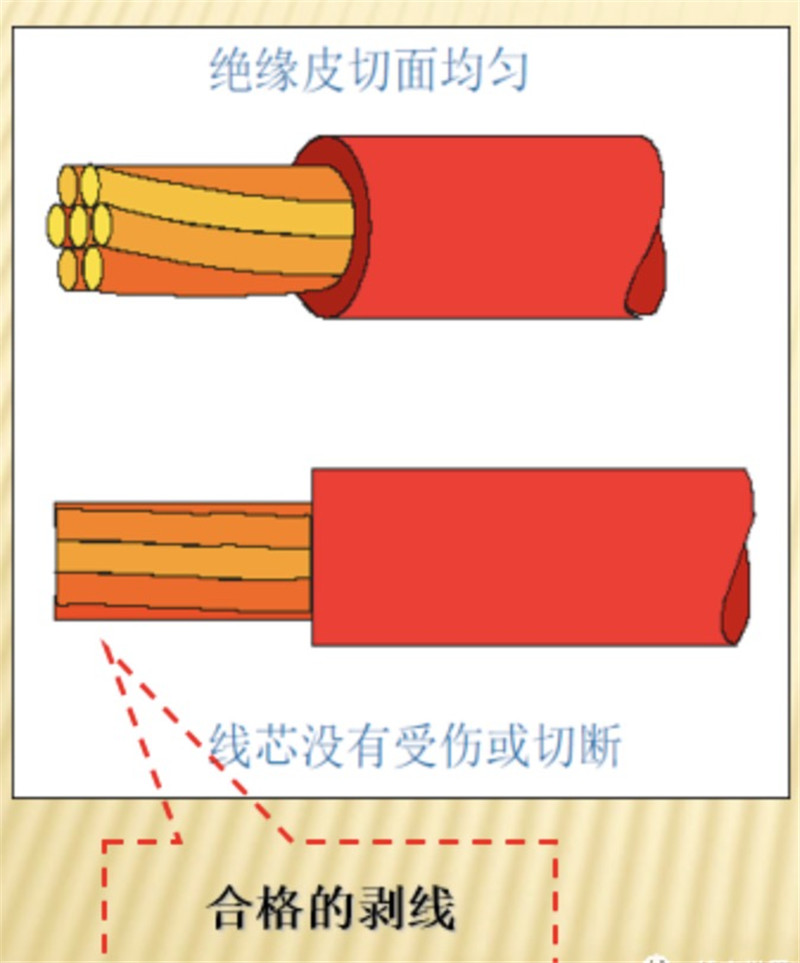
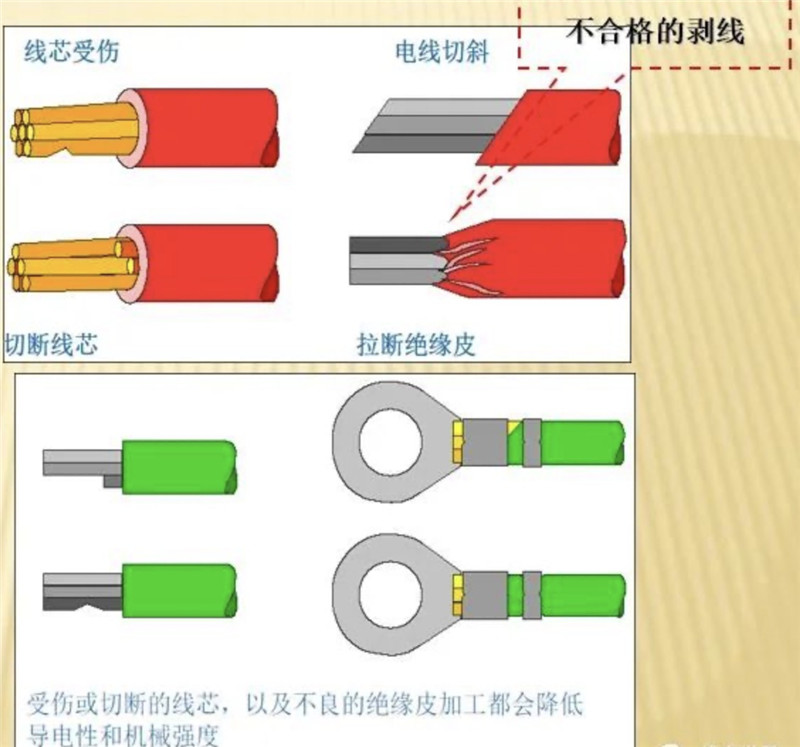
Juhtmete eemaldamisel tuleks pöörata tähelepanu järgmistele üldistele nõuetele
1. Juhtmeid (ristükid kuni 0,5 mm2 ja soonte arv kuni 7) ei tohi kahjustada ega lõigata;
2. Juhid (0,5 mm² kuni 6,0 mm² ja kiudude arv on suurem kui 7 südamikuga juhtmest), südamikuga juhtmed on kahjustatud või lõigatud juhtmete arv ei ole suurem kui 6,25%;
3. Juhtmete (üle 6 mm2) puhul on südamik kahjustatud või lõigatud juhtmete arv ei ole suurem kui 10%;
4. Eemaldusvaba ala isolatsiooni ei tohi kahjustada.
5. Eemaldatud alal ei ole lubatud jääkisolatsiooni.
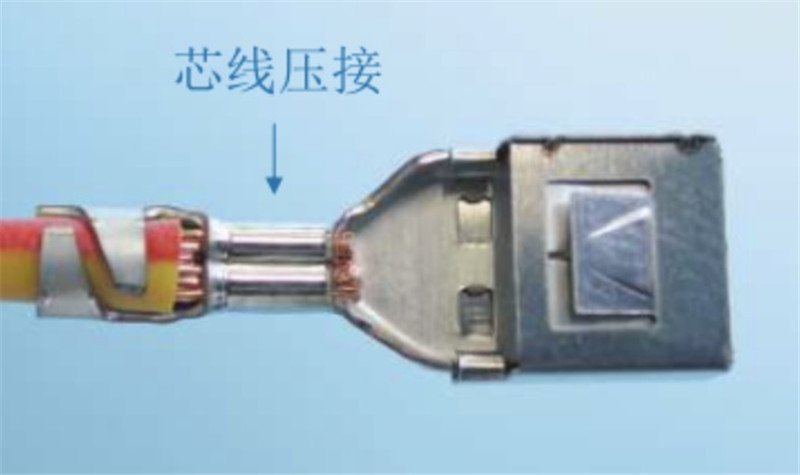
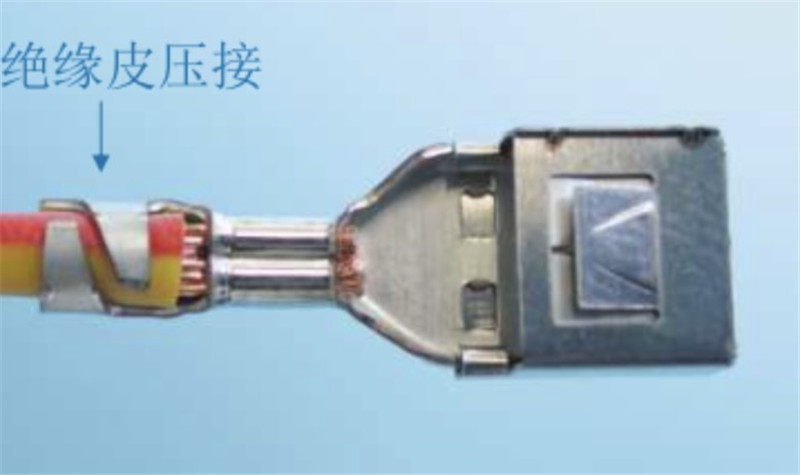
5. Südamiku juhtmete ja isolatsiooni krimpsutamine
1. Südamiku ja isolatsiooni pressimise vahel on teatud erinevused:
2. Südamiku juhtme pressimine tagab hea ühenduse klemmi ja juhtme vahel
3. Isolatsiooni krimpsutamine on mõeldud vibratsiooni ja liikumise mõju vähendamiseks südamiku juhtmete krimpsutamisel
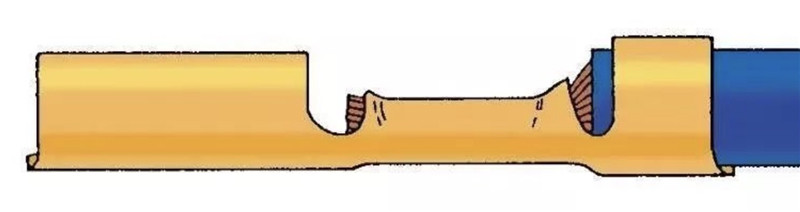
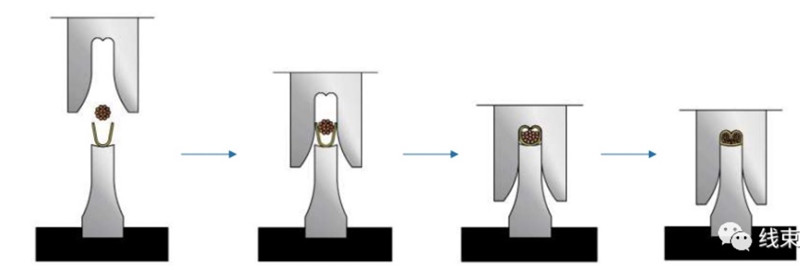
6. Krimpimisprotsess
1. Krimmimise tööriist avatakse, klemm asetatakse alumisele noale ja traat sisestatakse käsitsi või mehaanilise seadme abil oma kohale.
2. Ülemine nuga liigub alla, et traat tünni suruda
3. Pakenditoru painutatakse ülemise noaga, volditakse ja vormitakse
4. Seadistatud pressimiskõrgus tagab pressimiskvaliteedi
Postituse aeg: 04.07.2023